


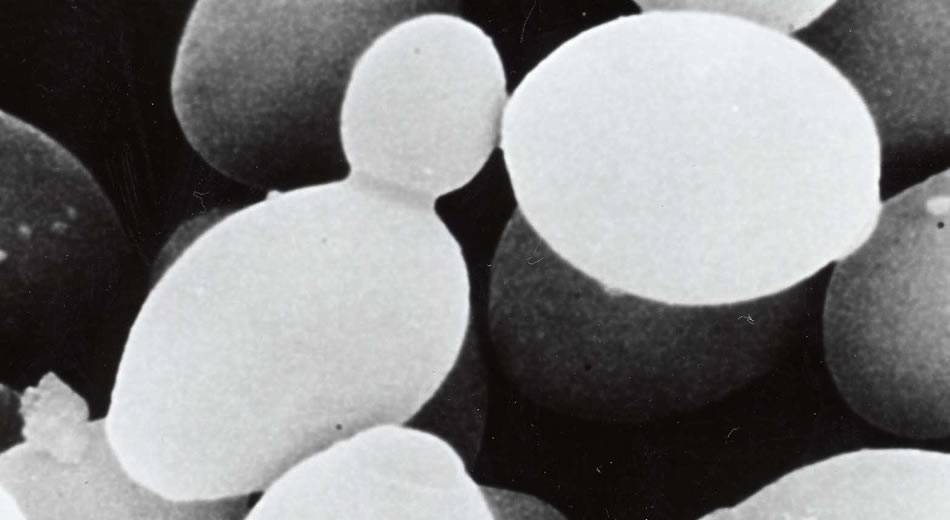
 ▲電子顕微鏡でみた酵母
▲電子顕微鏡でみた酵母
アルコール発酵をになう酵母(こうぼ)
酵母を大量に純粋培養する酒母(しゅぼ)
清酒を知る - 酒造り
酒造りでアルコール発酵を担うのは、微生物の酵母(こうぼ)です。発酵工程では、米のデンプンが麹の酵素により糖に分解され、その糖を酵母がアルコールに転換します。
発酵工程に入る前に、あらかじめ酵母を培養して大量に増殖させたものが酒母(しゅぼ)です。酒母は「もと」ともいわれ、文字通り「酒のもと」をつくる大切な工程です。麹(こうじ)・水・蒸米に、種となる清酒酵母を加え、乳酸の強い酸性下で純粋培養(目的とする微生物を分離して培養)します。酒母の製造には、乳酸菌に乳酸を作らせる(生もと、山廃もと)、または、あらかじめ乳酸を加えておく(速醸もと)などの方法があります。
生もと(きもと)
「生もと」と呼ばれる酒母は、乳酸菌を利用して乳酸をつくらせるものです。水・麹(こうじ)・蒸米を十数個の半切桶(はんぎりおけ、容量200リットル程度)に分けて入れ、次いで、小さな山のように積み上げた蒸米と麹のかたまりを櫂(かい)ですりおろす「山卸し」(やまおろし、「もと摺り」ともいう)作業を行います。この作業は、厳寒の深夜から早朝にかけて数時間をかけて行われていました。初期の段階では硝酸還元菌、次いで乳酸菌が増殖し多量の乳酸を生成します。乳酸の強い酸性によって、酵母以外の有害な雑菌や乳酸菌自身もほとんど死滅してしまい、酵母のみを純粋に培養することができます。
 ▲夜間の山卸し(もとすり)作業(月桂冠PR映画第一号『選ばれたもの』昭和6年=1931年制作より)
▲夜間の山卸し(もとすり)作業(月桂冠PR映画第一号『選ばれたもの』昭和6年=1931年制作より)
山廃もと
生もとの製法を大幅に簡略化したのが「山卸廃止もと」、略して「山廃もと」です。「山卸し」の作業を「廃止」し、最初から酒母タンクに仕込みます。麹から溶け出した酵素液を汲んで、蒸米の上から掛けて糖化作用を促進する「汲み掛け(くみがけ)」操作を行うのが「山廃もと」の特徴です。1909年(明治42年)、醸造試験所の嘉儀金一郎技師が、山卸しの作業をしなくても、麹の酵素の力だけで米粒が溶解することを突き止め、この方法を考案されました。「山廃もと」の普及により、山卸し作業を行う「生もと」は、ほとんど姿を消すことになりました。
 ▲半切桶(はんぎりおけ)に、蒸米(半日ほど布で包んで芯の硬くなったもの)と麹のかたまりを入れ櫂で摺りおろす(月桂冠PR映画第一号『選ばれたもの』より)
▲半切桶(はんぎりおけ)に、蒸米(半日ほど布で包んで芯の硬くなったもの)と麹のかたまりを入れ櫂で摺りおろす(月桂冠PR映画第一号『選ばれたもの』より)
速醸もと
「生もと」も「山廃もと」も、完成までには1か月もの期間を要します。そこで「山廃もと」の開発と時を同じくして、「速醸もと」と呼ぶ新たな酒母づくりの技法が、醸造試験所の江田鎌治郎技師により開発されました。この方法は、自然の乳酸菌による生成を待たずに、酒母仕込みの最初から乳酸を加えておく方法です。日数も「山廃もと」の約半分と短かくて手間もかかりません。雑菌にも汚染されにくく安全に醸造できるという優れた面があります。現在、多くの酒蔵では、この「速醸もと」や、その後開発された「高温糖化もと」などが活用されています。「山廃もと」と「速醸もと」との比較試験では、できる酒の風味に明らかな差異は認められていません。
家つき酵母と蔵ぐせ
昔は、同じ杜氏(とうじ)が造っても、酒蔵を変われば酒の質は随分と異なっていました。その原因として、「蔵ぐせ」や「家つき酵母」のためだとされてきました。「蔵ぐせ」とは、風通し・日当たり・水はけなど蔵の構造や環境が異なることによる酒質への影響を指します。「家つき酵母」とは、木桶をはじめとして酒造用具のほとんどが完全殺菌できない木製だったため、木材と木材のすき間や木目の奥深くに生存し続けた酵母のことを指します。これら蔵独特の影響が酒質に反映されたと考えられていました。
現在では、殺菌しやすい金属製の容器や器具が用いられ、微生物を管理する技術も進歩しました。日本醸造協会から、純粋培養した優良酵母(協会酵母)も頒布されており、全国の蔵元が活用しています。これらの要因により、全国の酒質レベルは明らかに向上し、昔のような酸味の強い鈍重な香味の酒は姿を消しました。
明治末期、創立間もない醸造試験所(現・独立行政法人酒類総合研究所)が灘・伏見・広島という銘醸地のもろみや酒から優良酵母を分離し、協会1号(桜正宗)、2号(月桂冠)、3号(酔心)として頒布を始め、「蔵ぐせ」改良の第一歩を踏み出しました。
以来、新しい特微をもった優良酵母が分離され次々と実用化されています。例えば発酵によってアルコール分が20%に達しても、それに耐える酵母(アルコール耐性酵母)が開発され、色が付きにくく、香りも劣化しにくい酒ができるようになりました。モロミ発酵中に発生する泡が高くならないという特徴を持つ酵母(泡ナシ酵母)も開発され、タンクを効率よく使えるようになりました。