



糖化と発酵を同時にバランスよく進め、
高いアルコール分を生み出す発酵の仕組み
清酒を知る - 酒造り
日本酒になる前の発酵中の状態を「モロミ」といいます。「酒母」「麹」「仕込水」「蒸米」 を発酵タンクに仕込み、およそ20日から30日間かけて発酵させます。発酵タンクの中では、米のデンプンが麹の酵素により糖へと分解され(糖化)、糖は酵母によりアルコールに変えられていきます(発酵)。この並行複発酵と呼ぶ、糖化と発酵の2つの働きが同時に進行する方式をとることが日本酒醸造の特徴です。
三段仕込み
日本酒のモロミは、酵母を大量に培養した酒母に、麹(こうじ)・水・蒸米をそれぞれ、初添(はつぞえ)、仲添(なかぞえ)、留添(とめぞえ)と、3日に分けて日を追って仕込んでいきます。これを「三段仕込み」と呼びます。一度に仕込まず3回に分けるのは、徐々に量を大きくすることで、酵母の濃度が薄まらないようにして発酵を安全に進めるためです。初添、仲添の間に1日間、踊(おどり)と呼ぶ休みをとります。階段に踊り場があるように、1日休んでから仕込みを続けることで酵母の増殖を促します。
仕込む米(麹米、モロミ仕込用の掛米)の量は、「初添:仲添:留添」で「1:2:3」や「1:2:4」の割合が多く、目的とする酒質によってもその比率は異なります。
 ▲モロミの櫂入れ
▲モロミの櫂入れ
糖化と発酵
清酒のモロミは、仕込んで1日ほど経過すると仕込水がすべて蒸米に吸収されてしまい、軟らかな固体状になります。仕込み直後に固体状だったモロミは、発酵が進むにつれて液状化していきます。麹のはたらきで米のデンプンが少しずつ分解され糖分に変わり、同時に酵母により糖分がアルコールに変えられます(並行複発酵)。20日から30日間の発酵期間で、2割ほどの未分解の酒粕を残し、あとはすっかり液体の酒に変わってしまいます。
 ▲モロミ仕込み直後
▲モロミ仕込み直後
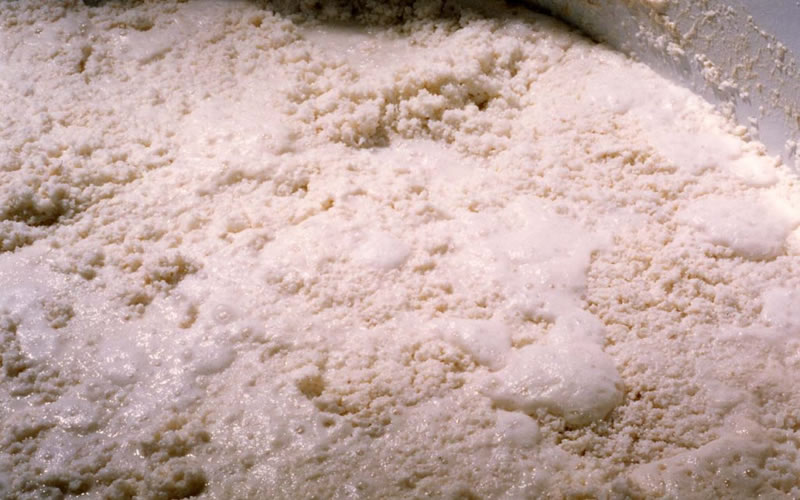
 ▲最も発酵が旺盛な高泡
▲最も発酵が旺盛な高泡
 ▲モロミ末期
▲モロミ末期
清酒モロミのアルコール分が20%にもなる理由
清酒モロミのアルコール分は、発酵の終了時には20%にも達します。醸造の段階で、他の酒類と比べ飛び抜けて高いアルコール分が生成されます(蒸留酒については蒸留前のモロミについて比較)。日本酒醸造に見られる「並行複発酵」「低温発酵」「高濃度仕込み」などの特性が、醸造だけで高濃度のアルコールを生成する要因となっています。
| 発酵終了時のアルコール分(蒸留酒は蒸留前) | |
|---|---|
| 日本酒 | 約20% |
| 焼酎(イモ類、黒糖) | 約14% |
| ワイン | 約11% |
| ウイスキー | 約5~8% |
| ビール | 約5% |
並行複発酵
酵母がアルコールをつくるには、その約2倍量の糖分が必要になります。しかし、一度に全ての糖分が供給されても発酵はうまく進みません。糖の濃度が高くなりすぎると、酵母が糖を消費する効率が低下するからです。その点、清酒モロミの発酵過程では、麹の酵素(アミラーゼ)で米のデンプンが少しずつ小出しにブドウ糖へと分解され(糖化)、そのブドウ糖を酵母が利用しながらアルコールをつくります(発酵)。アルコール分が20%にも達するのは、こうした発酵のしくみによるもので、並行複発酵により、糖化と発酵が同時にバランスよく進むことが要因となっています。
低温発酵
日本酒は比較的低温の6~15度で醸造されます。低温発酵によって、酵母へのアルコールの作用はゆるやかになります。モロミの発酵温度は酒類によって異なり、各酒類の発酵温度は、焼酎では25~30度、赤ワインは20~27度、白ワインは12~18度、ウイスキーは25~33度、日本のビール(下面発酵ビール)は6~10度、イギリスやドイツに見られる上面発酵ビールは15~20度です。 また、米のタンパク質が発酵を阻害する物質を吸着したり、麹の脂質タンパク質(プロテオリピッド)が酵母のアルコール耐性を強くしています。発酵の後期にはモロミ中のアルコール分が高まり、酵母にとって過酷な環境となりますが、これらの要因により、酵母ができるだけ後半まで発酵力を維持することができます。
高濃度仕込み
仕込水の配合比率は酒の種類よって異なります。原料の穀類に対して、ビールは600パーセント、ウイスキーは500パーセントですが、日本酒は120パーセントと仕込みの濃度が高く、これもアルコール生産量が高い理由のひとつとなっています。
醸造アルコールの添加(アル添)
清酒モロミの発酵の末期に、酒質を調整する目的で「醸造アルコール」を添加することを称して「アル添」といいます。醸造アルコールは、米などの穀類、さとうきびといった、デンプン質、糖質の原料を用いて酵母で発酵させ、連続式蒸留機で蒸留したものに限られます。化学的に合成した工業用アルコールは清酒の原料としては使用できません。
醸造アルコールを添加することで、香りや味の成分が引き出され、淡麗で軽快、スッキリした味わいとなります。さらに、清酒を腐敗させる火落菌(乳酸菌の一種)の増殖を防止するという効果もあり、保存性も高まります。
吟醸酒、本醸造の製造に使用する醸造アルコールの量は、その特性が失われないよう、原料として使う白米重量の10%以下に制限されています。また、ひとつの製造場で使用できるアルコールの総量にも制限があります。
醸造アルコール
清酒の副原料として用いる「醸造アルコール」は、糖質やデンプン質の原料を醸造し蒸留されたアルコールです。糖質の原料には、さとうきびから砂糖を製造する工程で出る廃糖蜜のほか、精製糖蜜、甜菜(てんさい)糖蜜などがあります。デンプン質の原料には、米、甘藷(かんしょ)、とうもろこしなどがあり、麹または酵素剤を使って糖化します。麦芽やワイン由来のアルコールは清酒には使えません。
糖化した原料は、酵母によるアルコール発酵の後、連続式蒸留機で蒸留されます。蒸留を何度も繰り返し不純物を除くので、限りなく純粋に近いアルコールが得られます。成分や香味の点で、米・糖蜜など原料の種類による差はありません。
ちなみに、連続式蒸留しょうちゅうは、醸造アルコールと同様に、連続式蒸留機で何度も蒸留を繰り返して製造されたものです。無色透明で香りやクセのない、すっきりした味わいのアルコールが精留され、ストレート・水割り・お湯割り・氷を入れるなどして飲まれ、また、チュウーハイやサワーなどのベースとしても使われています。また、アルコール分35%、25%、20%などのホワイトリカーとして販売され、梅酒など果実酒の漬け込みなどに広く使われています。
化学合成により作られた工業用アルコールは、酒類の原料として使えません(醸造アルコールと工業用アルコールの差異は、炭素の放射性からはっきりと区別することができます)。
醸造アルコールの添加による成分含量の変化
香気成分や有機酸など味を構成する成分は、アル添をしてもあまり減少しません。一方で、鉄分など酒造工程において存在すると酒質に悪影響を及ぼす物質は半分以下に減少します。
| あまり変わらない成分 |
|
|---|---|
| かなり減少する成分 |
|
「アル添」の歴史
江戸時代も元禄の頃になると、酒粕や芋を発酵させたもろみを蒸留して焼酎が造られるようになり、その焼酎をもろみや新酒に添加したり、囲い桶(貯蔵桶)の内面にふりかけて酒が腐るのを防ぐ方法が普及するようになりました。これを「柱焼酎」(はしらじょうちゅう)と呼んでいました。当時の酒造技術書『童豪酒造記』(1685年)には、柱焼酎によって「味がしゃんとし、足が強く侯」(味がしっかりとして良くなり、火落ち=腐造しにくくなる)と記されています。
もろみにアルコールを添加するという技術は長年かけて確立されたもので、現代の嗜好に合った淡麗で軽快な酒を造るのに有効な手段となっています。
- 【参考・引用文献】
-
- 野白喜久雄ほか編 『醸造学』 講談社 (1982年)